我们的【上饶】(本地)桥梁护栏 防撞【护栏】厂家现货批发产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:【上饶】(本地)桥梁护栏 防撞【护栏】厂家现货批发的图文介绍
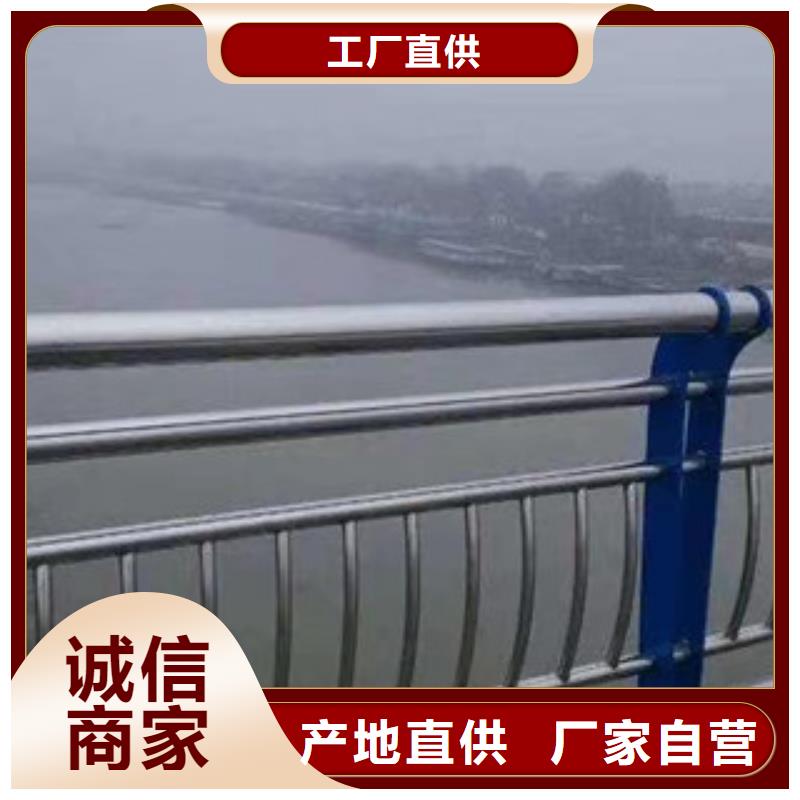
桥梁护栏 防撞【护栏】厂家现货批发")
桥梁护栏 防撞【护栏】厂家现货批发")
产品的安全性和防腐性,优质的不锈钢复合管护栏首先就要拥有较高的安全质量性能,简单的方法我们就可以使用肉眼进行观察管材,观察其生产的工艺是否达标、产品的精细化、焊点有无虚漏焊现象、管材的材质是否达到规定标准等问题。不锈钢复合管的防腐性是影响其使用寿命的关键因素之一,在我们选购时就应注意它的生产加工工艺,加工工艺不同自然使用的效果也会有差异的,热镀锌管比冷镀锌的效果要好,这些问题需要我们结合现实的情况来进行参考选购。
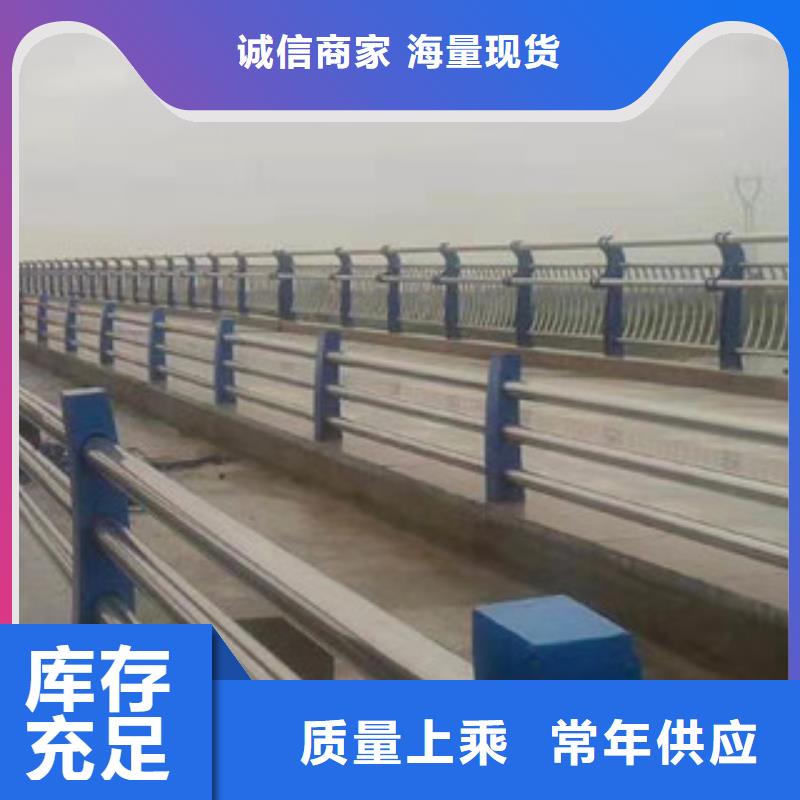
产品的体验性和视觉性,良好的产品就要拥有高质量的用户体验性能,就是在我们生产过程中必要严抓产品的工艺质量。高质量的不锈钢复合管护栏安装后会给人们带来一种视觉上的舒适感,无论是在生产工艺中到安装使用后,都会找不到任何瑕疵的地方,带给人们一种新鲜舒服的感觉。
桥梁护栏 防撞【护栏】厂家现货批发")
桥梁护栏 防撞【护栏】厂家现货批发")
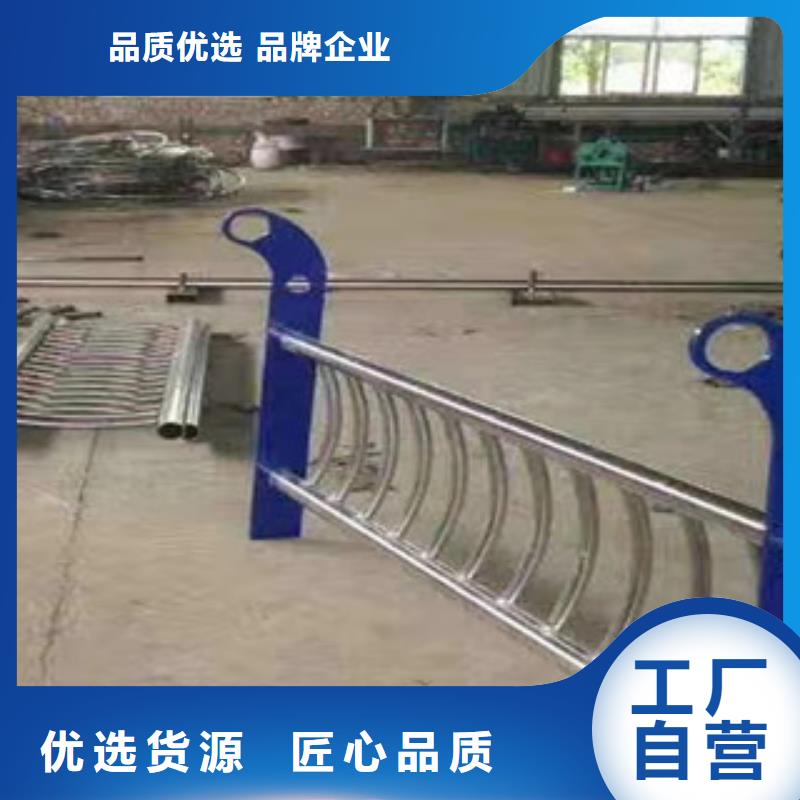
桥梁护栏 防撞【护栏】厂家现货批发")
桥梁护栏制造厂建立了完善的市场服务体系,各项制度成熟。运用现代企业的管理方法主要生产: 上饶镀锌喷塑防撞栏、等系列百多个规格品种。
桥梁护栏制造厂是上饶认定“高薪技术企业”、“守合同重信用单位”,今后我公司加快企业商标战略制定和实施的步伐,提高 上饶镀锌喷塑防撞栏、产品档次,提升企业整体竞争力。
桥梁护栏 防撞【护栏】厂家现货批发")
桥梁护栏 防撞【护栏】厂家现货批发")
桥上的护栏都不能防止所有意外碰撞。”护栏具有保护性和防护性,但任何桥梁护栏在任何情况下都不能说是能够抵抗意外冲击的。”也就是说,很难准确地说出有多少吨的车辆以何种速度撞上桥梁护栏,以确保不会发生事故。大型车辆在高速或大迎角(接近垂直方向)碰撞护栏时,冲击力超过护栏的防护能力限值,护栏不能保证车辆不跑出桥梁。 探戈需要两个人…在我们将锚头只放在桥梁的施工上,如果忽视了更重要的是,它是国民素质,如疲劳驾驶、酒后驾驶等,最惨痛的经历是“英雄”抓起方向盘,试着问你有没有几条生命来补偿所有的P。可以说,在桥梁上的安全,我们作为一个强大的 基础设施必须谨慎谨慎,谨慎,日常生活和财产安全,都在我们自己的手中
桥梁护栏 防撞【护栏】厂家现货批发")
桥梁护栏 防撞【护栏】厂家现货批发")
桥梁护栏 防撞【护栏】厂家现货批发")
风和通风。在有风的区域,应采取预防措施堵塞网,并在室内采取适当的通风措施。 不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。 一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。 弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。 防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。 不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。 保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。 焊嘴与工件的距离应为15~25毫米。



 扫一扫
扫一扫